电动叉车蓄电池|搬运车电池|平板车电池制造装配工艺知多少?
电动叉车蓄电池|搬运车电池|平板车电池制造装配工艺知多少?电动叉车蓄电池|搬运车电池|平板车电池作为工具车的配件,应用范围是非常广泛的,如机场、火车站、汽车站、码头、医院、学校、企业工厂都需要用到,那么对于电动叉车蓄电池|搬运车电池|平板车电池你了解多少?今天小编就来和大家共同了解一下电动叉车蓄电池|搬运车电池|平板车电池的制造装配工艺.
电池装配阶段包括包板配组、铸焊/烧焊、入槽、对焊、热封、焊端子6道工序。
①包板配组
将负极板、隔板和正极板按正确的顺序和数量配组,形成一个个极群,隔板为PVC和PE。包板配组过程在包板机内进行,包板配组过程由于振动等因素,会产生少量铅尘(G1-7)和废干铅膏(S1-5)。包板机有铅尘部分外加密封罩设计,并且处于负压状态。
②铸焊、烧焊
焊接时部分采用铸焊机铸焊、部分采用自动烧焊成极群。该工段产生的污染物主要是铅烟(G1-8)、铅渣和废极板(S1-6)。
要求:
所谓配组是将正极板、负极板和隔板按规定的数量片数和排列次序、极向,组合成极板隔板体的过程。
配组一般采用手工配组法,对于自动化程度高的组装线一般采用吸片式配组机或包封机配组法。
极群组焊
所谓极群组焊是指将配组完的极板隔板体或将规定数量的单片极板按极向与对应极柱焊接成为一体,形成汇流排的过程,极群组焊后可形成正极群组和负极群组。
极群的组焊分为气焊和铸焊二种方法:
1、气焊
气焊是利用可燃性气体与氧气混合燃烧的火焰所产生的高温来熔化焊件和焊条而实现金属连接的一种熔焊方法,铅酸蓄电池极群组焊时,焊件是极板群(极耳)和极柱,焊条是铅基合金予制的合金件,可燃性气体主要是乙炔气和煤气。乙炔气与氧气混合燃烧时所产生的火焰称为氧炔焰,用氧炔焰进行气焊的方法称为氧炔焰焊接。氧炔焰一般是通过焊炬来实现的。气焊过程是利用焊炬(H01-6型)喷出的火焰,将焊件所需焊处加热至熔化状态并形成熔池,然后不断向熔池填充焊条使焊接处融合成一体。
 铅酸蓄电池采用气焊法进行极群组焊时是在专用的极群模具上进行的,模具的主要部分是梳形板(图9—2所示),梳形板的齿间距离由
铅酸蓄电池采用气焊法进行极群组焊时是在专用的极群模具上进行的,模具的主要部分是梳形板(图9—2所示),梳形板的齿间距离由
极群组的极板间距设计而定,齿沟的宽窄由极板
厚度设计而定。齿沟过宽,烧焊时容易漏铅液,
齿沟太窄,极板极耳不好插入,因此,在制造齿
沟时一般以极板耳的厚度+0.2~0.3mm为宜。
而槽平面与顶部平面之间的距离由形成汇流排的
设计厚度而确定。
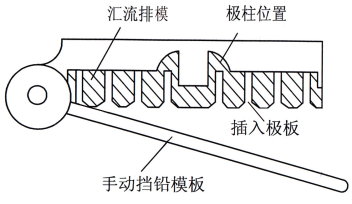
烧焊时,先将手动档铅模板打开,将极板(极
耳部)逐片插入齿沟(极耳露出部分应不少于
极耳长度),然后合拢手动档铅模板并卡紧,使极板与模具底板保持垂直且相互平行,在焊模槽极柱位放好极柱,点燃焊炬产生合适的氧炔焰烧熔极耳露出的部分、极柱底座及铅焊条,直至极耳、极柱及汇流排融连为一体时停止烧焊,待汇流排冷凝后(可适当地进行淋水冷却以提高工效),取下极群组并检查焊接质量。
2、铸焊
铸焊是低压浇注的铸造原理在铅焊接中的应用。它是利用已进入铸型的高温熔融金属的热量,将浸入到其中的极群的极耳,按正、负极板分别熔焊到一起,冷却后形成汇流排和极柱。
铸焊机的种类较多,但其构成的设备系列均由熔铅炉、铅液输送和加热装置、铸型、打耳装置、助焊剂浸槽以及多臂式机械手组成(如图9—3所示),一般分四个工位。
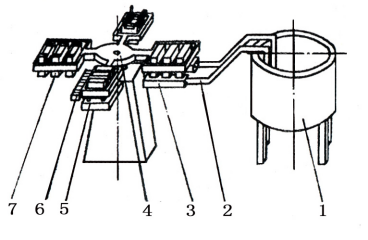 铸焊机的动作程序是:第一工位:极群组
铸焊机的动作程序是:第一工位:极群组
放入夹具盒(一般为六个极群组)→夹极板群
组,夹具连同极群组转动90°至第二工位:
刷极耳→极耳浸助焊剂,再转动90°至第
三工位:注铅基合金液进行铸焊(至冷却),
再转动90°,至第四工位:卸出极群组→将
极群组放至传送装置,
在极群组铸焊过程中刷耳是为了除去极
 耳表面氧化层有利于焊接,浸助焊剂是为了
耳表面氧化层有利于焊接,浸助焊剂是为了
铸焊时能获得牢固的连接效果,为了防止极
耳沾上过量的助焊剂液体而引起铸焊时爆炸,
助焊剂应浸满在泡沫塑料中,常用的助焊剂
是由溴化肼(10.0kg)与热水(13.8kg)混和,
冷却后成为储备液,使用时与甲醇按1:7配
制成工作液。
铸焊的优点在于工效高、省能源、污染少、焊接质量高、表面清洁及适合批量生产,但设备较为昂贵且更换品种换模时间较长。
③入槽
将电池极群装入电池槽。入槽过程由于振动等因素,会产生少量铅尘(G1-9)和废干铅膏(S1-7)。
④对焊
建设项目牵引用铅酸蓄电池属于热封型的,需要进行穿壁焊,将各个单位电池联成电池组。对焊过程产生铅烟(G1-10)。
⑤热封
热封是将电池槽口和槽盖(塑壳塑料)的底部用电热板加热至适当的温度(200-220℃),使电池槽口和槽盖底部呈熔化状态,然后将槽盖加压压在一起,使其粘合,成为一个整体。该工段无污染物产生。
⑥焊端子
将正、负接线端子焊在热封好的电池上。端子和焊条铸造过程产生铅烟(G1-11)和铅渣(S1-8)。端子焊接过程产生铅烟(G1-12)。
整个组装过程均为自动化过程,产生铅尘和铅烟的地方均设有吸尘和吸烟罩,并且处于负压状态,组装完成的电池半成品进入化成工序。
镇江太极电动车电源有限公司生产和销售电动叉车蓄电池|搬运车电池|平板车电池、堆高车电池、堆垛车电池、牵引用铅酸电池,平衡重式叉车蓄电池、电动游览车电池、电动观光车电池等,适用于国产叉车和进口叉车,专注为各电动叉车制造和使用单位提供清洁干净高XIAO的能源。
相信我们不但有良好的合作开端,还会有长久而美好的合作未来!
叉车蓄电池电瓶,游览车电池,搬运车电池-叉车电池商城网 (taiji-power.com)
首页-叉车电瓶专家(taobao.com)
镇江太极电动车电源有限公司网站_阿里巴巴旺铺 (taiji-power.cn)







